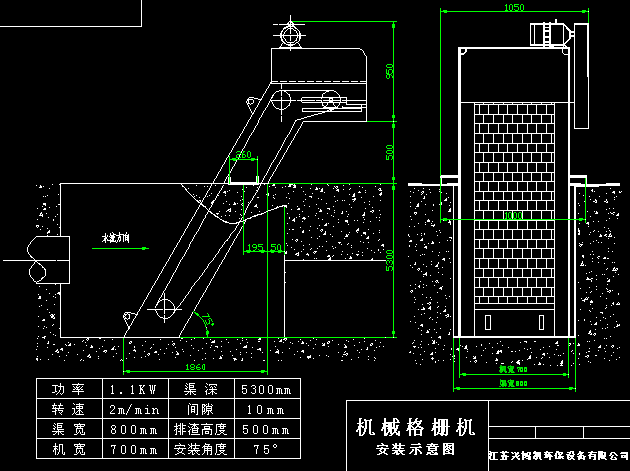
一、耙齿格栅简介:
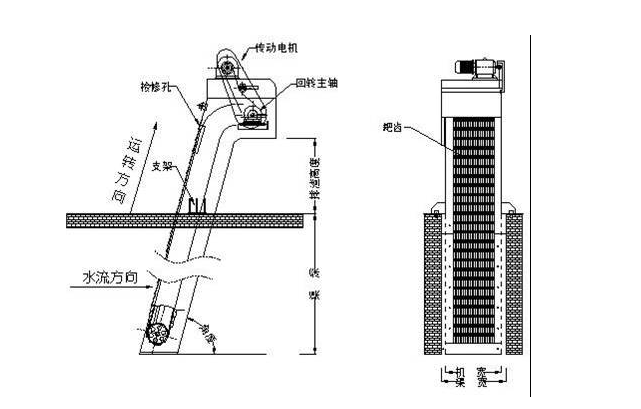
耙齿格栅耙齿链运转到设备的上部时,由于槽轮和弯轨的导向,使每组耙齿之间产生相对自清运动,绝大部分固体物质靠重力落下。另一部分则依靠清扫器的反向运动把粘在耙齿上的杂物清扫干净。





二、耙齿格栅特点:
耙齿格栅自动化程度高、分离效率高、动力消耗小、无噪音、耐腐蚀性能好,在无 人看管的情况下可确保连续稳定工作,设置了过载安全保护装置,在设备发生故障时,会自动停机,可以避免设备超负荷工作。本设备可以根据用户需要任意调节设备运行间隔,实现周期性运转;可以根据格栅前后液位差自动控制;并且有手动控制功能,以方便检修。用户可根据不同的工作需要任意选用。
由于该设备结构设计合理,在设备工作时,自身具有很强的自净能力,不会发生堵塞现象, 所以日常维修工作量很少。
格栅的放置部位都是十分关键的,必须要严格执行依照商品的使用手册来实际操作,并且某些安全性要素并非做个模样应付环保检查的,要真真实实地去贯彻的。机械格栅依据栅前和栅后的水位线差转变或栅渣的总数.立即打开除渣机将栅渣去除。
三、耙齿格栅结构图:
四、耙齿格栅控制系统
控制系统为用户选用或自备,一般报价不含控制箱,在现场接入三相电源即可使用。
现场电控箱上采用就地起停控制按钮,现场电控箱上设有设备的启动、停机按钮及启动、停机、事故信号灯,为节省能耗,所有信号灯都采用节能型,在电控箱内设有电动机保护器。控制柜可考虑到全厂PLC系统与电控箱的连接,由电控箱的反映设备运行信号送至控制室,同时由PLC接到电控箱的控制信号控制格栅的开停机,本电控箱采用碳钢防腐或不锈钢外壳,室外防雨。
五、耙齿格栅常见故障及排除方法:
1.在运转中出现电机正常运转而耙齿不运转。
故障原因:设备过载而导致过载销被切断。
排除方法:⑴将罩卸去更换过载销。

⑵查清设备过载原因,主要看是否有杂物卡主耙齿。
⑶如有杂物卡主耙齿链,清除杂物后方可开机。
注:更换过载销时,可参照过载销装配示意图。
2.耙齿断裂、更换耙齿步骤
⑴用手摇把插入电机尾部方榫内,将断裂耙齿所在的耙齿轴摇至检修孔,或采用电控箱上的点动开关控制电机减速机,将断裂耙齿所在的耙齿运转至检修孔。
⑵卸去检修孔边板手把(参见耙齿格栅检修图示)。
⑶用铁棒将耙齿链卡住。

⑷用卡簧钳将断裂耙齿所在的两根耙齿轴两端的卡簧卸去(卡簧部位见检修图示)。
⑸将两根耙齿轴抽出,去除断裂的耙齿,装上新耙齿,再将耙齿轴插入,依次将卡簧装上。
⑹装好检修孔边板手把即可。
六、耙齿格栅每月进行:
(1)疏通电机减速箱通气孔,确保通畅。
(2)检查油位,不足时添加。
(3)导轨添加一次润滑脂。
4.减速机初次运转 300小时后一次更换润滑油,更换时,应去尽残油。以后更换时间为:每天连续工作 10小时以上者,每隔 3个月更换一次;每天连续工作 10小时以下者,每隔 6个月更换一次。(具体时间,应参见相应格栅机的随机保养手册)





 首页
首页 电话
电话 位置
位置